

service tel
400-123-4567
+86-123-4567
400-123-4567
+86-123-4567
时间:2025-08-01 06:36:11
现代纺织企业在生产上追求高质高量,络筒机的运行速度高,细纱管纱在退绕中容易出现脱圈的现象,检查筒纱质量好坏是通过日常单锭回倒筒子内在质量问题进行分析检验的。我厂回倒出低支纱筒纱内层流失大团乱纱,我们进行经过多次实践验证分析,可以断定该现象是由于细纱管纱脱圈造成的。在络筒工序卷绕中脱圈的纱层随高速运转的纱线穿过预清纱器,越过张力盒的导纱板,经由电清被剪切后随上端纱线的惯性卷绕在筒纱上。大吸嘴在反复找纱的过程中,可能会在乱纱丛中抽出一根纱通过电清检测并与下纱捻接后继续进行卷绕,于是筒纱内便形成乱纱。以下阐述我厂纺JC18.2tex实验攻关脱圈纱结果。
JWF1009型往复抓棉机→FA125A型重物分离器→JWF1107型单轴流开棉机→JWF1029型多仓混棉机→FA116A主除杂→FA156型除微尘机→JWF1203型梳棉机→TD-07预并条机→JSFA360A型条并卷机→JSFA588型精梳机→TD08-600型并条机→TH496型粗纱机→TH578J型细纱机→赐来福以及萨维奥自动络筒机。
如果所有机台的细纱管纱都脱圈,很大可能是细纱纺纱成型工艺配置的问题。由于细纱管纱都采用圆锥形交叉卷绕,卷绕层和束缚层相互交替,钢领板升降的速度与动程大小,对细纱管纱的脱圈都会有很大的影响。一般在细纱工序使用凸轮升降比为1:2,结合纺织品种设计卷绕密度,纱线卷绕的螺距按纱线倍设计,这样可以很大程度上解决细纱管纱脱圈的现象。另外为了增加管纱容量所做的管底成形如太过饱满,也会引起细纱管纱脱圈。
如果是个别机台脱圈,可从成型凸轮传动部分有无机件磨损、键是否松动等方面查找原因,一些机台为蜗轮蜗杆机构磨损或者齿箱松动,另在运行中查看钢领板升降是否顿挫的现象,这些都是造成细纱管纱脱圈的主要原因。因络筒时速度高,生产过程中粗号纱脱圈比较严重,中途停车也是造成脱圈的原因之一,所以中途停车钢领板的停车位置要做调速,中途停车的位置应改成上升动程的中上部。有些厂的运转管理因要减少粗号纱的落纱次数,会擅自更改已上车的成形部分的工艺,降低钢领板的起始位置,增加管纱重量,因此出现了严重的粗号纱脱圈。还有细纱工序在更换钢丝圈时未盘好纱头,落纱时冒头,或生头后低速运行时间过长,以及纱线卷绕层结构不紧密,这些都是造成细纱脱圈的一些原因。
图1-6是在我厂101#103#104#不同锭子以及不同工艺参数实验调整总结合适于粗支纱的卷绕密度配置。
图1-4是夹纱锭子无割纱盘,高速落纱时需要执行先下钢领板,后停主机(无割纱盘是利用落纱时力甩断的头)。
(10)纱顶位置:以钢领板零位为参考纱线)始纺位置:正常纺纱时纱底到钢领板零位的距离。
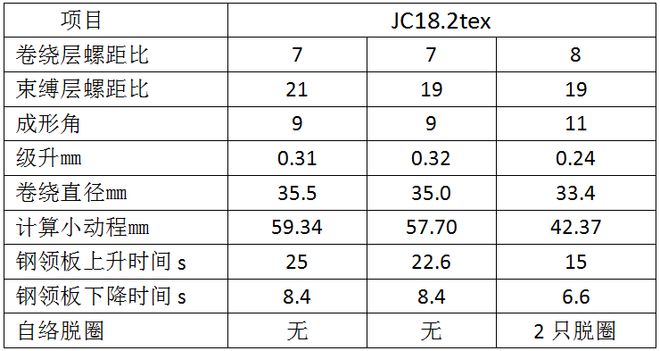
(15)卷绕层螺距比:钢领上升过程中相邻两圈纱线间的距离与纱线直径之比。数据越大,密度越稀。
(16)束缚层螺距比:钢领下降过程中相邻两圈纱线间的距离与纱线直径之比。数据越大,密度越稀。
(19)钢领板下降速度二:落纱时钢领板从当前最高位置到落纱位置时下降的速度。
(20)停机速度:中途停机和中途落纱时,主电机等待允许停车信号时设定的速度。
(1)钢领板上升速度:200转/分(解决落纱时小辫子)。(2)钢领板下降速度一:1400转/分(高位试纺速度)。
(3)钢领板下降速度二:3000转/分(钢领板从高位始纺位置到始纺位置时下降的速度)。
(4)停机速度:1000转/分(关车及中途停车下降速度,实际下降速度14700转左右)。
小结:角度在11度钢领板升降动程太短,表面层次明显乱层,且回倒管纱出现2只脱圈,角度11度不建议在低支纱粗号数进行使用。
(1)传统的管纱成形工艺是按照纱线倍来配置纱线卷绕的螺距,为了保证一定的管纱卷绕直径,需根据纱支的大小配置一定的级升距。当纱支较粗的时候,我们通常需要配置较大的级升;当纱支较细的时候,我们通常需要配置较小的级升。对于一定的管纱卷绕直径,一种工艺是配置较小的卷绕螺距和相对较大的级升距,另一种工艺是配置较大的卷绕螺距和相对较小的级升距。但第一种工艺中,第一个级升内纱线层内的抱合力大于第二种工艺,当层内的抱合力大于纱线层间的摩擦力时,就会出现退绕脱圈现象。(2)造成脱圈的原因有很多,纱线原料不同脱圈情况也不一样。如纯棉、纯化纤、涤棉混纺。在设备状态正常的情况下,可以通过加大纱线的卷绕圈距,也就是相当于调整升降牙,但这种做法效果不明显。应调整卷绕层螺距比以及束缚层螺距比,增加钢领棉的升降短动程,一般为60mm左右,这样才能有效的解决在高速退绕不脱圈,但是管纱长度容量会减少。
(3)管纱脱圈的实质是绕纱层在退绕过程中的滑脱,管纱脱圈是一个比较复杂的问题,具体情况具体分析:品种方面:紧密纱多于精梳纱及普梳纱;络纱速度:络筒机速度高的多于速度低的。如果某一品种普遍脱圈说明设定该品种卷绕密度过密造成;如果某一机台脱圈说明设备状态有问题(出现急停现象 罗拉不同步以及钢领板变频报警等出现同位置格林纱);如果是小纱脱圈说明底部成形过大,进行合理调整管底成型。单管脱圈纱产生,单锭跳锭以及钢领板转子运动不良格林纱以及长时间不接头也会造成单管脱圈。

我厂结合实际情况采用经纱管下部小深沟槽,上部分宽沟槽,进行改善卷绕层造成的脱圈,使用纱管较光滑的情况下极易会造成脱圈。
(1)磁环添加;主要在于预清纱器剪刀处以及电清槽下方各添加一个磁环,保证管纱出现脱圈纱,要不预清纱器处截住,要不就经过电清槽直接切除,把管纱脱圈消失在萌芽状态。(2)技改小吸嘴状态;由方形调整为圆形,方便出现大团脱圈纱直接由圆形小吸嘴全部吸走,不会造成小吸嘴堵塞现象。
(3)根据纱支号数以及实际络筒直径测量;进行添加张力保证直径稳定,防止筒纱由于张力偏小,筒纱虚造成脱圈。
(1)在细纱工序首先检查桃盘是否磨损,钢领板升降是否打顿,筒管理跳动,成形密度过大,钢丝圈过轻,管底成形过圆等都是引起自络脱圈的原因,另外,如果是小纱时脱圈,可以将自络上上管纱退到管底成形时速度多降一点,也可以减轻脱圈现象。(2)如果桃盘检查完好的情况下,可以试着把底管成形调小一点。
(3)从工艺角度考虑,可以调节高低牙和撑头牙。加大纱线螺距,同时减小级升。
(4)另外注意下钢丝圈是否过轻,不成形过于松软。如果是,可以考虑加重钢丝圈,卷绕成形放小,车速加快。
及时获取最新纺织行情;回复「加群」,邀请您加入500个纺织群;回复「招聘」,查看最新岗位信息。
17.98万起,乐道L90正式上市!比预售价低1.41万元,李斌:百公里能耗14.5度电同级最佳,座座都是VIP
湖南祁东一中学被指花上百万修校门却不修宿舍,县教育局官微:大门陈旧外观与校园形象不匹配
搭五代EA888发动机 上汽奥迪A5L Sportback8月1日上市

